Contrairement à une idée répandue, il ne suffit pas d’avoir une machine automatique sophistiqué et d’appuyer sur un bouton pour cintrer correctement !
Le cintrage: comment ça marche ?
L’objectif du cintrage est d’obtenir la déformation souhaitée tout en minimisant les déformations parasites. C’est essentiel pour garantir, par la suite, un assemblage de qualité et une bonne étanchéité de la future menuiserie. Ainsi chaque profilé nécessite des outillages spécifiques qui viennent épouser parfaitement sa géométrie. Il est aussi nécessaire de remplir le profilé avec du sable notamment lors du cintrage, pour éviter qu’il ne s’affaisse et d’utiliser tout un jeu de cales pour maintenir le mieux possible certaines parties délicates. Par ailleurs, chaque profilé, selon sa géométrie, réagit différemment : certains vont, par exemple, plus avoir tendance à vriller que d’autres, certains auront tendance à s’affaisser … Une pratique régulière permet d’ajuster au mieux les outils et les réglages pour obtenir un cintrage de qualité.
A chaque profilé aluminium ses galets spéciaux de cintrage
Les machines de cintrage que nous utilisons sont des machines numériques à trois axes : pour chaque profil, nous définissons au départ un « programme ». Ce programme est effectué à partir d’un étalonnage test sur plusieurs essais de cintrage à différents rayons. En théorie une fois ce programme établi, vous donnez le rayon souhaité à la machine et le tour est joué … en pratique il en va, en fait, tout autrement ! Beaucoup de paramètres peuvent influer :
- la température ambiante (selon la température l’aluminium ne réagit pas pareil)
- les écarts d’épaisseur de toile (même si elles sont dans les tolérances acceptables du fileur)
- le serrage plus ou moins fort de l’un des galets qui maintiennent le profil
Retravailler le cintrage, une étape essentielle
En réalité, un cintre ne sort que très rarement au rayon demandé ! Il faut ensuite le « retravailler » , lui apporter les corrections nécessaires pour le resserrer ou pour l’ouvrir légèrement , ceci tout en veillant avec vigilance à la planéité du profilé pour éviter qu’il ne vrille. Cela nécessite beaucoup de temps et un grand savoir-faire.
Une grande partie de la complexité du cintrage à destination des menuiseries réside dans le respect de la régularité des jeux et des recouvrements entre chacun des profils composant la menuiserie. Il faut être d’une grande précision. C’est pourquoi nous avons sélectionné un certains nombre de profilés et ne cintrons ni toutes les gammes, ni tous les profilés. Nos critères de choix principaux étant un bon comportement au cintrage et la recherche permanente d’un assemblage de qualité.


TAP fait aussi le cintrage de divers profilés pour les menuisiers
Les formes que nous sommes amenés à cintrer varient nettement selon les origines géographiques de nos clients et les caractéristiques architecturales de chaque région.
Les formes principales de cintres
-
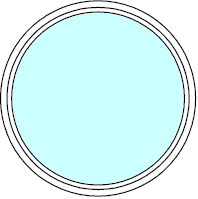
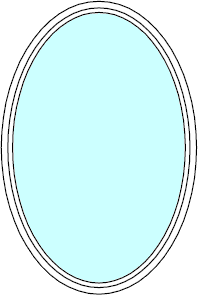
L'oeil de boeuf (rond), bien sûr, avec sa variante ovale parfois
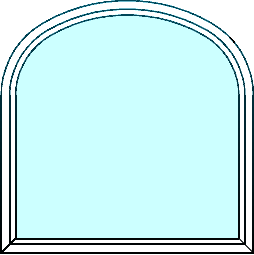
-
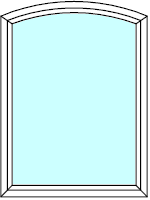
L’arc surbaissé: il est composé d’un seul rayon et il y a une coupe entre l’arc et les parties verticales.
-
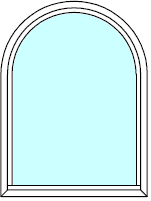
Le plein cintre: il y a un seul rayon aussi mais l’arc est un demi cercle et les parties verticales sont dans le prolongement de ce demi cercle … ainsi le rayon est égal à la moitié de la largeur !
-
L’anse de panier: c’est une forme composée de plusieurs rayons, 3 le plus souvent, et les parties verticales sont dans le prolongement de la partie cintrée.
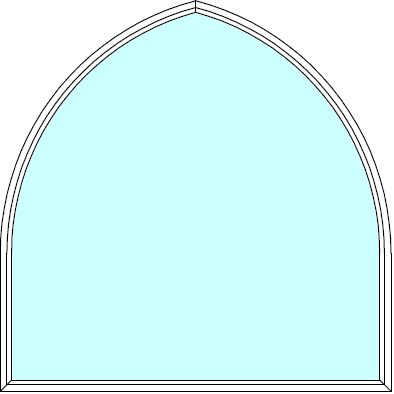
-
L’ogive: cette forme est composée de 2 arcs avec une coupe en partie haute.
 |
 |
 |
 |
 |
 |
| Oeil de boeuf | Plein cintre | Arc surbaissé | Ovale | Ogive | Anse de panier |